
日本が世界に誇る新幹線。その車体に施された美しい塗装は、安全性や走行性能と同様に、ブランドの信頼を支える重要な要素です。しかし、その非常に大きな新幹線車両を、ムラなく均一に塗装することは決して容易ではありません。
鉄道車両のトップメーカーである川崎車両株式会社では、新幹線車両のさらなる品質向上と生産効率の最適化を目的に、塗装ロボットシステムを導入しました。
川崎重工 ロボットディビジョンの、防爆塗装ロボット Kシリーズ を中核とし、走行および昇降装置を組み合わせた新幹線車両塗装ラインを構築しました。本システムは、全長約40mの温湿度管理された専用塗装ブース内で、6軸多関節ロボットによる完全自動塗装を実現するものです。本記事では、その技術的特長と導入効果をご紹介します。
全長約40mの専用ブースで実現する自動塗装

新幹線車両は、厳しく温度・湿度管理された全長およそ40mの塗装専用ブースの中で、6軸多関節ロボットにより自動塗装されています。自動車などに比べ非常に大きな車両ですが、ロボットの7軸目、8軸目として一体制御して動く走行装置と昇降装置を用いることで、車体全面にわたる均一な塗装動作を可能にし、究極の塗装品質を生み出しています。
システム構成
- 6軸垂直多関節ロボット 川崎重工の塗装ロボット「KF264」 ※現在はKJ264が後継機種
- 走行装置(第7軸)
- 昇降装置(第8軸)
- 温湿度管理塗装ブース(約40m)
- ロボットのプログラミング支援ソフトウェア「K-ROSET」 ※現在はneoROSETが後継ソフトウェア
この走行装置と昇降装置は、単なる搬送手段ではなく、ロボットの動作軸として高い精度で制御されています。これにより、塗装ロボットKシリーズは車両の屋根面から側面、先頭部の複雑な曲面に至るまで、自在にアクセスしながら精密な塗装を行うことができます。
塗装工程の流れ ― マスキングから中塗り・上塗りまで

新幹線車両は、開口部や側面のライン部などにマスキングを施した状態で塗装ブースにセットされます。その後、ロボットと塗装機器の自動制御により、車両外面の中塗り・上塗り塗装を行います。
塗装工程の流れ
- マスキング処理(開口部・ライン部)
- 塗装ブースへの搬入
- ロボットによる塗装
・中塗り
・上塗り - 次工程(乾燥・仕上げ)へ
これらの一連の工程はすべてプログラムに基づいて自動で実行されるため、人手による作業では避けられなかった微妙なばらつきを排除し、1台1台に対して高い再現性をもった塗装を実現しています。
約1年間のテストが裏付ける最適条件
塗装後の色合いや膜厚は、塗装速度、スプレーの距離や角度、塗料の粘度など、様々な条件で変わります。新幹線車両のように部位ごとに形状が異なる大型ワークでは、一律の設定では最適な仕上がりを得ることができません。
塗装品質は以下の条件に大きく依存します。
- 塗装速度
- スプレー距離・角度
- 塗料粘度
- 温湿度環境
そのため、最も良い塗装条件を決めるために、塗装機器メーカーや塗料メーカーと共に、このシステムはおよそ1年間塗装テストを繰り返しました。温湿度条件、塗料配合、ロボットの動作パラメータなど、あらゆる変数を組み合わせた検証を積み重ねることで、新幹線車両各部位に対する最適な塗装条件を確立しています。
このように条件が決まれば、あらかじめロボットに記憶させた軌跡で精度よく動かすことができるため、塗装品質の安定化が図れます。熟練者の感覚に頼ることなく、常に同じ品質を忠実に再現できることこそ、ロボット化の最大の価値です。
川崎重工独自のロボットのプログラミング支援ソフトウェアによる事前検証

ロボットの動作プログラムは、川崎重工のオフラインプログラミングツール K-ROSET で作成しています。K-ROSETは、正確な動作プログラムの作成だけではなく、ワークやロボット同士の干渉チェック、サイクルタイムの検証などもパソコン上で実施することが可能です。
新幹線車両塗装ラインでは、K-ROSETに車両の3次元データを取り込み、複雑な形状に応じた精密なティーチングを行うことで塗装品質を向上させています。実機を使ったティーチングでは膨大な時間を要する大型ワークであっても、K-ROSETを使用すればティーチングに関わる作業時間が短縮できますので、トータルのコストも抑えられます。現場の生産を止めることなくプログラムの作成・検証・最適化を進められる点も、大きなメリットです。
※現在はneoROSETが後継ソフトウェアになります
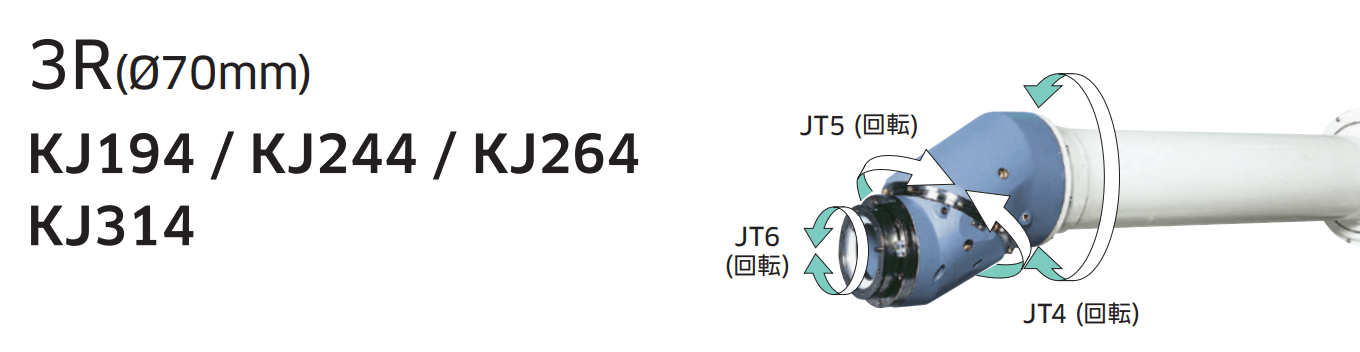
Kシリーズの構造的優位性 ― 3R手首(中空構造)とは
今回採用された川崎重工の塗装ロボットKF264 (現:KJ264)は、3つの回転軸で構成されたツリーロール(3R)手首を標準仕様としています。この手首構造が、新幹線車両塗装において極めて大きな役割を果たしています。
3R手首の中空構造により、塗装用の塗料やエアのホース類をアームから手首先端まで内蔵することができ、面倒なホース類の処理が不要となります。これは単に取り回しが楽になるという利便性の話にとどまりません。
3R手首(中空構造)
- 塗料・エアホースをアーム内部に内蔵
- 外部ホースを排除
従来、ロボットアーム外部にホースが露出していると、そのホースに付着した塗装ミストがワーク上に落下し、ゴミ不良の原因となるリスクがありました。KF264では、塗装機器周りのホースに付着した塗装ミストが対象ワークに付着することを防止し、複雑な形状のワークに対してゴミ不良を出さない塗装工程の自動化を実現しました。新幹線車両のように高い外観品質が求められる製品において、この「ゴミ不良ゼロ」への貢献は計り知れません。
静電ベル塗装機 ― 塗装クオリティの決め手

さらに塗装のクオリティを決定付ける塗装機には、静電ベルを採用しています。
静電ベルが吐出部分のベルカップを回転させ、塗料を微粒化し、内蔵されている高圧発生器により塗料を帯電させることで、高い塗着率と高品質な塗装を確保しています。帯電した塗料粒子はアースされた車体に引き寄せられるため、塗料の飛散ロスを最小限に抑えながら、均一で滑らかな塗膜を形成することができます。この技術が、新幹線車両に求められる高水準の外観仕上げを安定的に支えています。
静電ベルの特徴
- 塗料を微粒化し均一な塗布
- 静電気で塗料を車体に吸着
導入効果 ― 生産効率・品質・環境の三位一体
生産効率の向上
従来は1台の車両を塗装するのにおよそ1時間必要でしたが、この設備の導入により、乾燥や研磨、養生の工程をブースごとに分けることができ、生産効率の向上を実現しました。工程の分離により複数の車両を並行して処理できる体制が整い、ライン全体のスループットが大きく改善されています。
品質の安定化
ロボット化により作業者ごとのばらつきを排除し、あらかじめ確立された最適条件をそのまま再現することで、車両1台1台に対して均一で安定した塗装品質を確保できるようになりました。
環境への配慮
使用する塗料には水性系の塗料を採用し、VOC(揮発性有機溶剤)の低減にも努めています。さらに、塗料供給設備を走行台車上に配置し、色替えや経路洗浄用のバルブなどをロボットアームに搭載することで、色替えや経路洗浄時の塗料ロスも最小化しています。生産効率の追求と環境負荷の低減を高い次元で両立させた、先進的な塗装ラインです。
川崎重工が選ばれる理由
川崎重工の塗装ロボットKシリーズは豊富なラインナップを誇り、塗装ロボット国内シェアナンバーワンの実績を持っています。(当社調べ) 長年にわたり大手自動車メーカーをはじめとする多くの製造現場に塗装システムを納入し、培ってきた高い技術力がその基盤にあります。
さらに、川崎重工自身が鉄道車両メーカーとしての長い歴史を持ち、車両製造の現場を熟知しているという点も大きな強みです。川崎車両株式会社への本システム導入は、まさにその知見の集大成ともいえる事例です。
川崎重工は、高い技術力で生産コストの削減と環境に優しい塗装設備をご提案いたします。
おわりに
川崎車両株式会社に導入された新幹線車両塗装ラインは、川崎重工の塗装ロボットであるKシリーズ、走行・昇降装置による8軸化、ロボットのプログラミング支援ソフトウェア、そして静電ベル塗装機を融合させた、大型車両塗装におけるソリューションです。
品質の安定化、生産効率の向上、そして環境への配慮。この三つを同時に実現した本システムは、これからの鉄道車両製造における塗装工程の在り方を示すモデルケースといえるでしょう。

関連動画
関連製品

KJ264
内径φ70mmの大口径中空手首の防爆塗装ロボット。
上部アーム部に塗装用機器を搭載可能としながら、スリム・軽量・広い動作範囲を実現したホース内蔵型。
neoROSET
代表的な機能 ▼正確な動作軌跡、タクトタイム▼カワサキが長年培ってきた仮想ロボットコントローラ技術により、 非常に正確な動作軌跡、タクトタイムを再現できます。 ▼複数ロボット、外部軸に対応▼異なるコントローラ、適用のロボ […]

K-ROSET
ロボット用のオフライン・プログラミング・ツール「K-ROSET]